Researchers Liu Wei and Chen Yunxia of Shanghai Maritime University and Shanghai Yunhong Automation Technology Co., Ltd. wrote in the 4th issue of "Electrical Technology" magazine in 2018 that the rapid development of commercial vehicles has brought new advantages to the precision and efficiency of gearbox manufacturing. Standards, existing equipment and processes are no longer sufficient.
According to the technical requirements and characteristics of the gearbox assembly process, the 14-speed commercial vehicle gearbox sub-box bearing press-fit equipment is used as the control object, and the Ethernet and OPC (OLE for process control) communication technology is applied to construct the control based on Siemens S7-1200. The system collects pressure and displacement data and draws the press-fit curve to realize traceability of press-fit data and provide data support for gearbox development.
The rapid development of the logistics and transportation industry puts forward new standards and requirements for the development of commercial vehicles and their gearboxes. Commercial vehicle operating costs and failure rates have become a key factor constraining the development of the transportation industry [1-2]. As an important part of commercial vehicles, the gearbox assembly quality directly affects the transmission quality and even the service life. The system adopts advanced pneumatic and hydraulic hybrid press-fit, press-fit pressure and position detecting device cooperate with PLC control, and the upper computer records and stores the press-fit data to realize the local preservation and historical query and traceback functions of press-fit data, and improve the shifting speed. Box assembly relies on manual measurement and experience to judge the status of product quality.
The gearbox assembly line involves many processes, and bearing assembly is one of the most important ones, such as auxiliary box bearings, front cover bearings, intermediate shafts, one shaft, synchronizer, etc. The press-fit accuracy directly affects the quality of the entire gearbox. . For different bearing assembly stations, it is only necessary to change the corresponding press-fit die, that is, a similar control system can be used to achieve automatic control of the bearing press-fit.
The following is an example of a gearbox assembly line sub-bearing bearing press-fit stand-alone equipment, which introduces the network construction of the control system and the techniques of press-fit data acquisition, processing and storage [3-4].
1 Control system constructionThe auxiliary box bearing pressing equipment consists of a base (including a bracket), a roller table, a stopper, a tray lifting device (including a fixed bolt), a press-fit mold, a tray load-bearing plate, a gas-liquid pressurizing device, and a bar code scanning device.
1) Sub-cartridge press-fit control process and requirements
The process flow is as follows. The press-fit die is positioned to the press-fit position; the die-pressing cylinder on the gas-liquid booster cylinder presses the outer ring bearing; the gas-liquid booster cylinder lowers the die action inner ring bearing; the press-fit process automatically records the pressure-displacement curve. After the press fitting is completed, each actuator returns to the original position to prepare for the next cycle.
2) Hardware composition of the control system
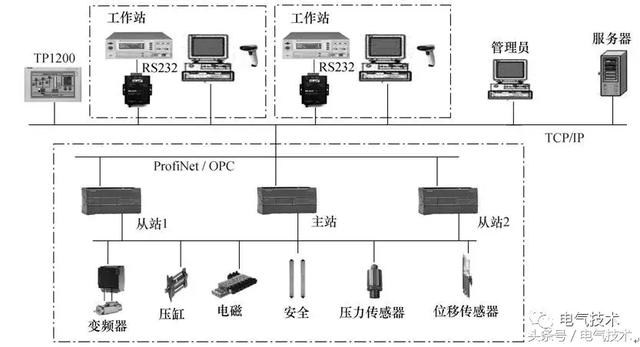
In response to the above process requirements, combined with the sub-tank press equipment and control requirements, a control system consisting of Advantech IPC, touch screen, PLC, pressure sensor, displacement sensor and motion mechanism was constructed.
The upper computer management station (operating station) networks and communicates the distributed PLC control stations through Ethernet to realize centralized management and decentralized control of the equipment.
The Siemens S7-1200 controller body integrates support for 10/100 Mb/s physical interfaces, supporting Ethernet and TCP/IP-based communication standards. The controller PLC and the management station establish data communication via OPC. Figure 1 shows the hardware components of the control system.
Figure 1 Control system hardware components
3) Control system data acquisition and storage
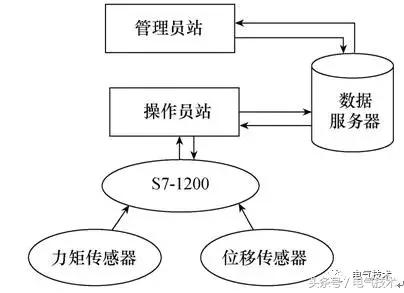
The PLC collects field data such as displacement and pressure in real time through the analog channel and uploads it to the operator station via OPC.
The operator station uses VB.Net to develop a monitoring management interface and saves the data collection log, draws the press-fit curve, and saves the original data to the data server.
The administrator station is developed by VB.Net, which mainly implements data query, system key parameter setting, data statistics and report analysis, and provides data support for product development and quality traceability. Figure 2 shows the system data flow structure diagram.
Figure 2 data flow structure diagram
2.1 Control Station - Control Station Ethernet Communication
The sub-box bearing press-fit station needs to establish the necessary safety interlock and information interaction with adjacent stations through Ethernet to reduce equipment failure rate and achieve continuous assembly operation.
1) Hardware configuration
The programming and hardware configuration of the S7-1200 software is based on the Siemens TIA automation software development platform. The hardware configuration is shown in Figure 3.
Figure 3 Ethernet networking hardware configuration
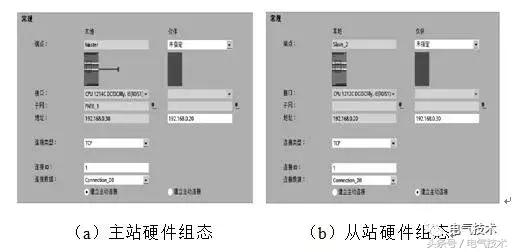
To establish Ethernet communication between the master station and the slave station, the hardware configuration information must be correctly configured, otherwise communication cannot be established, such as communication protocol, Ethernet address, and connection method.
2) Programming implementation of Ethernet communication
The S7-1200 provides an open Ethernet communication protocol for data interaction. Based on the Ethernet communication protocol, the communication flow is shown in Figure 4.
Figure 4 Ethernet communication process
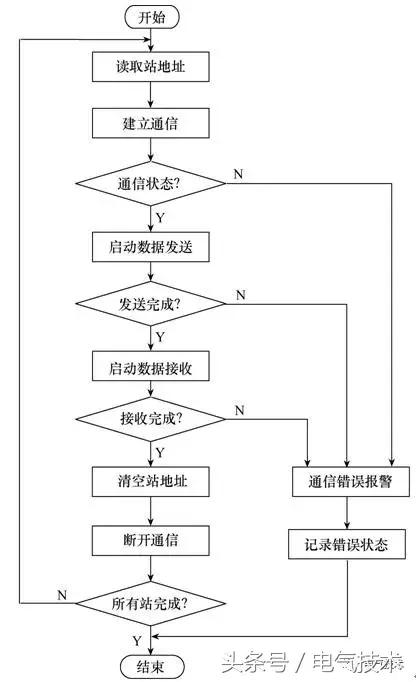
The implementation process of master-slave Ethernet communication is as follows:
(1) The master station sends a connection request slave station, and the slave station executes a response command to establish a connection with the master station.
(2) The master station reads the system time along with the user data and sends it to the slave data receiving area.
(3) The slave station receives the clock of the master station and synchronizes its system time, and the user data of the slave station is transmitted to the data receiving area of ​​the master station in the same manner.
(4) The communication is completed, and the primary station disconnects from the secondary station.
2.2 Control Station - Management Station Data Interaction
There are more and more occasions for using computers as monitoring, management, and operation stations, and the scale is getting bigger and bigger. The types of field devices produced by different manufacturers are constantly increasing, and the communication mechanism is not the same. There are more and more device communication drivers for different brands of PLC and computer communication.
OPC provides a unified standard for different brands of PLC and computer communication, and a communication protocol based on COM/DCOM (Component Object Model/Distributed Component Object Model) technology for process control [3-9].
The OPC specification consists of two parts, the OPC server and the client. OPC consists of servers, groups, data items, and so on. A data item is the smallest unit (bit, word, or double word) for reading and writing data. It does not provide an external interface. It cannot be accessed as a separate object for clients. It must belong to a group object. In the group object, the customer can join multiple OPC data items.
The S7-1200 collects data from the displacement and pressure sensors, sends them to the PLC controller via the analog channel, and then sends them to the host computer via OPC to record, store and plot the press-fit curves. The data acquisition, transmission, and storage processes are shown in Figure 5.
Figure 5 OPC data acquisition, processing flow
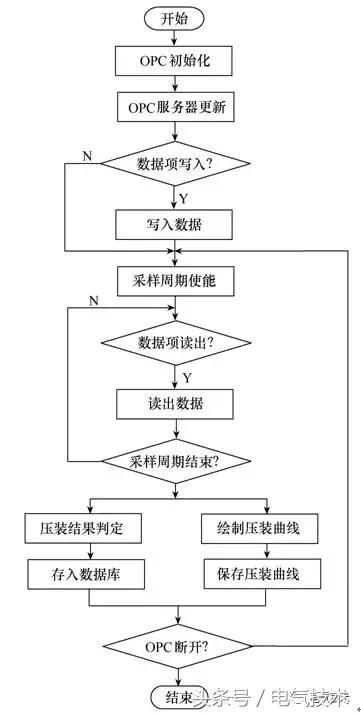
The PC reads parameters such as pressure and displacement from the PLC through OPC, and determines the press-fit result and draws the press-fit curve based on the real-time data. The press-fit data is automatically saved to the database store. When the qualified product accumulates to a certain amount, the software adds an envelope to the product press-fit curve based on historical pressure displacement data [10-12]. The operator can also update the envelope data information according to the actual production conditions to adapt to the needs of product changes.
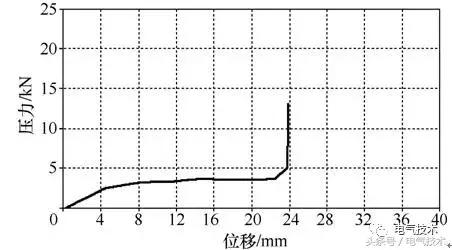
3 debuggingFigure 6 shows the press-fit curve obtained at the commissioning site. It can be seen from the figure that the detection pressure increases to the maximum value instantaneously as it approaches the target displacement. After measurement, the tolerance of the workpiece itself is excluded, and the deviation of the displacement value is less than the actual value <0.1 mm, and the pressure value is within the error tolerance range, which meets the requirements.
Figure 6 pressure-displacement curve
In this paper, the above electric control system is established according to the press-fit process and requirements of the transmission sub-cartridge bearing. The automatic control of the bearing press-fit is programmed and realized. The process data is recorded and saved by the management station, the displacement data and the press-fit curve are realized. Traceability provides data support for gearbox maintenance and product upgrades. After the system is used for a period of time, the envelope can be drawn based on the pressure and displacement data of the qualified product.
Multi-core cpu is more and more popular, people are used to take dual core processors laptop before. However, Quad Core Laptop is becoming selling like a hot cake nowadays. You can find Quad Core Processor Laptop at our store, like I3 Quad Core Laptop,I7 Quad Core Laptop, I5 Quad Core Laptop, intel celeron J4125 or N5095 15.6 Inch Laptop, even N4120 quad core 14 Inch Laptop, etc. Therefore, you can just share the parameters prefer, like size, cpu, ram, rom, gpu, application scenarios, thus save much time to get a win-win solution.
Do you know the reason why more people choose quad core device? The core reason is that heavier tasks people need to finish at a higher speed than before. Nowadays quick rhythm is becoming the main style in city even everyone is eager to downshifting. So more powerful laptop, computer, mobile phone is a trend, though most functions never are used in lifetime.
15.6 inch Gaming Laptop or 14 Inch Gaming Laptop is becoming the most popular level at the market.
Quad Core Laptop,I3 Quad Core Laptop,I7 Quad Core Laptop,I5 Quad Core Laptop,Quad Core Processor Laptop
Henan Shuyi Electronics Co., Ltd. , https://www.shuyicustomlaptop.com